The first major process concerns carrying out maintenance interventions. Its key objectives are:
Controlling intervention times and responsiveness:
Perform corrective interventions within the timelines required by production.
Follow preventive maintenance schedules, easily accessible via the Mobility Work Calendar tool.
Ensure first-time success through proper technical training and accurate diagnostics.
Controlling intervention costs:
Intervention costs play a central role and can be divided into two categories:
Internal and external personnel costs:
Plan daily/weekly interventions.
Prepare interventions (work instructions, parts, tools, safety).
Monitor subcontractor costs and performance.
Industrial supply costs:
Ensure proper storage conditions.
Control the use of spare parts.
Monitor unit costs of consumed supplies.
The second major process focuses on reliability:
Controlling equipment reliability:
Continuously identify the equipment causing the most reliability issues using Mobility Work CMMS analytics.
Analyze problem equipment and adjust preventive maintenance programs’ content and frequency.
Controlling the cost of unreliability:
Identify equipment generating the highest industrial maintenance costs.
Adjust preventive maintenance programs based on this analysis.
Managing industrial supply inventory:
Correctly identify storage needs to prevent spare parts shortages or overstocking.
Controlling equipment start-of-life:
Ensure maintenance teams have access to:
Technical documentation
Operating procedures
Equipment classification by criticality
Initial preventive maintenance programs
Initial stock allocation aligned with risk levels
Controlling end-of-life equipment:
Continuously track aging equipment and overall ownership costs:
Production losses
Maintenance costs
Obsolescence
Depreciation
Production must provide maintenance teams with manufacturing schedules:
When will equipment be operational?
When are changeovers scheduled?
Conversely, maintenance should inform production about:
Frequency of preventive interventions
Targeted equipment
Expected duration
Next-generation CMMS like Mobility Work enables seamless communication between production and maintenance.
RCM (Reliability-Centered Maintenance):
Structured approach to develop scheduled maintenance programs to achieve high reliability levels.
Defining critical equipment:
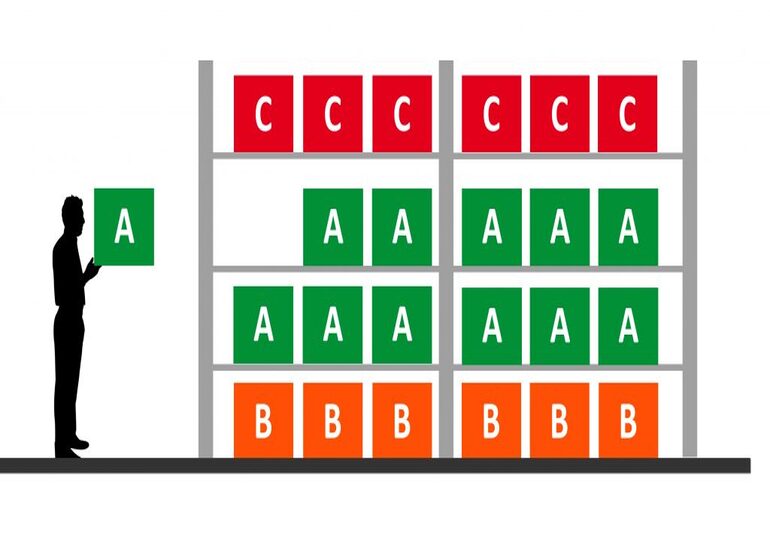
Most factories using TPM classify equipment by maintenance importance, e.g., ABC:
A: highly critical
B: moderately critical
C: low criticality
Equipment categories:
May cause significant production loss
May impact product quality
May pose safety risks to operators
May fail more than once every three months
Performance expectations:
Distinguish between maximum and optimal performance
Failure Modes Analysis (FMEA / AMDEC):
Define possible failure modes
Identify potential consequences
Quantify impact
Estimate probability
Implement preventive actions to reduce or eliminate risks
Planning and monitoring industrial maintenance interventions is the most effective action.
RBM (Risk-Based Maintenance):
Reduces maintenance expenses to just above the threshold of undesired risks, assuming prior mastery of RCM.
Scheduled Maintenance:
Maintenance activities carried out according to a specific program or calendar.
Rapid-response systems detect anomalies early through:
Periodic maintenance (regular intervals)
Predictive maintenance (based on usage analysis)
Periodic maintenance includes:
Scheduled inspections (weekly, monthly, yearly)
Replacement of certain parts at fixed intervals
Overhauls
Accuracy measurements (static/dynamic)
Oil replacement and treatment
Predictive maintenance:
Based on operational usage analysis, it:
Estimates when anomalies may occur without disassembly
Verifies repair quality
Helps determine repair intervals
Reduces maintenance costs by avoiding unnecessary periodic overhauls
Diagnostic methods:
Simple analysis: Basic vibration or load measurements to detect anomalies; operators can perform themselves
Precision diagnostics: Advanced instruments to identify sources of vibration and measure frequencies
Corrective (accidental) maintenance:
Causes production disruptions
May require large safety stock
Preventive maintenance:
Planned interventions to anticipate failure
Reduces the number of breakdowns
Key factors to consider:
Number of machines
Probability of failure
Average maintenance cost per machine
Personnel skill
Some equipment is unsuitable for preventive maintenance
Human resources:
Maintenance type determines organizational structure: multidisciplinary teams or specialists, normal or shift work, etc.
Time management:
Downtime comprises:
Waiting for the maintenance team
Diagnosis
Repair
Reducing downtime depends on team skill, diagnostic tools, and experience
Team size affects waiting time; mathematical models can optimize staffing
Division between production and maintenance:
Maintenance should handle:
Specialized tasks
Overhauls with hidden deterioration
Difficult repairs
Tasks requiring precise measurements
High-risk tasks
Operator self-maintenance:
Operators should:
Detect anomalies and suggest improvements
Understand machine components and quality issues
Perform first-level troubleshooting and assist maintenance
Key 5S practices: cleanliness, order, inspections. Operators can manage:
Fluid levels, lubrication, filter cleaning
Leak detection, tightening loose bolts, securing covers
Mechanical inspection (wear, cracks)
Mechanical adjustments, tension measurements, sensor calibration
Industrial supplies:
Can be a major expense
Subcontracting:
Depends on company policy (capacity, skills, or both)
Team size
Expertise in diagnosing failures
Workshop location
Scheduling and sequencing
Procedures (first-level, second-level, etc.)
Use of work standards
Availability of spare parts
Prioritization of equipment (A: high, B: medium, C: low criticality)
Duplication of critical equipment components when financially feasible




























































































 January 26, 2026 - BY Admin
January 26, 2026 - BY Admin